

新型活塞挤压铸造机(201410112204.4)
一种新型挤压铸造机压射系统(201410115752.2)
1.曲轴合模、立式倾斜压射、生产效率高
2.工艺参数可实时控制调节,设备操控性好
3.采用伺服控制系统,节能环保
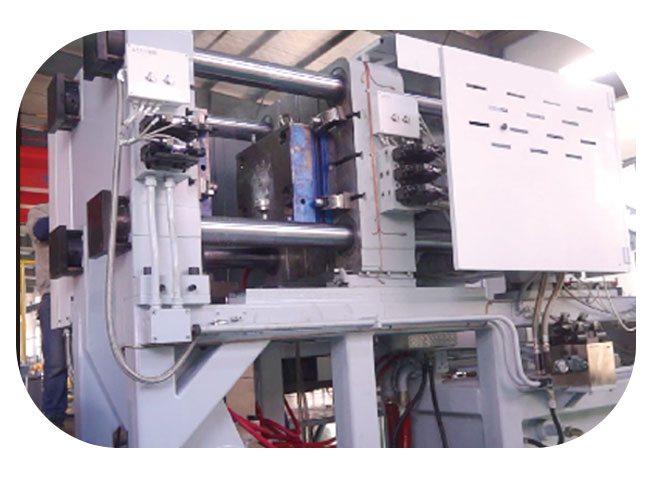
4.整体框架式设计,设备稳定好
5.模块化集成,维护保养更便捷
| 项目 | 单位 | 400T | 650T | 800T | 1000T | 1250T | 1600T | 2000T | |
| 一、锁模部分 | |||||||||
| 1 | 锁模力 | kN | 4000 | 7000 | 8000 | 10000 | 12500 | 16000 | 20000 |
| 2 | 动型板行程 | mm | 550 | 650 | 760 | 800 | 880 | 980 | 1200 |
| 3 | 模具厚度(最小-最大) | mm | 300-750 | 350-900 | 400-1000 | 450-1100 | 480-1250 | 500-1400 | 650-1500 |
| 4 | 哥林柱内距(水平X垂直) | mm | 620x620 | 760x760 | 910x910 | 1000x1000 | 1100x1100 | 1250x1250 | 1320x1320 |
| 5 | 哥林柱直径 | mm | 130 | 170 | 180 | 200 | 230 | 260 | 290 |
| 二、压射部分 | |||||||||
| 1 | 压射力(增压) | kN | 760 | 920 | 1450 | 1650 | 1900 | 2100 | 2600 |
| 2 | 射料行程 | mm | 400 | 600 | 750 | 800 | 850 | 900 | 1000 |
| 3 | 冲头直径 | mm | 60-90 | 80-110 | 80-120 | 90-130 | 100-140 | 110-150 | 130-160 |
| 4 | 最大射料量(铝) | kg | 4.1 | 7.5 | 10 | 16 | 22 | 28 | 31 |
| 三、顶出部分 | |||||||||
| 1 | 顶出行程 | mm | 150 | 150 | 180 | 200 | 220 | 280 | 300 |
| 2 | 顶出力 | kN | 200 | 280 | 380 | 560 | 600 | 680 | 760 |
| 四、其它 | |||||||||
| 1 | 系统工作压力 | Mpa | 16 | 16 | 16 | 16 | 16 | 16 | 16 |
| 2 | 油箱容量 | L | 700 | 1000 | 1300 | 1800 | 2200 | 2600 | 3000 |
| 3 | 主机功率(伺服系统) | kW | 45 | 55 | 75 | 45*45 | 55*55 | 75*55 | 75*75 |
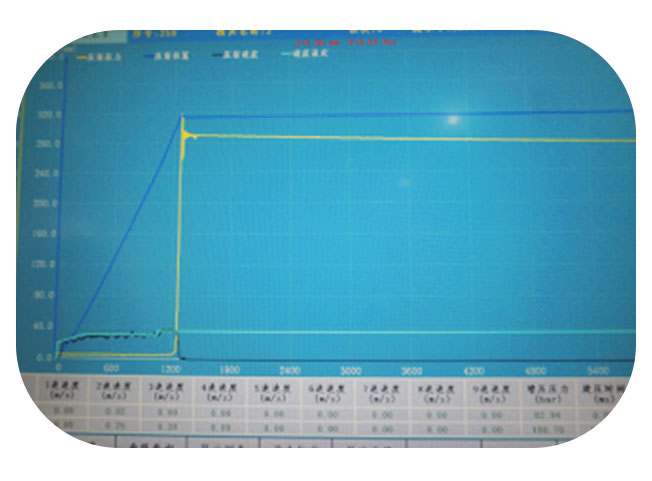
●压射闭环实时控制,工艺曲线(位置、速度、压力)实时监测和显示,良品与不良产品曲线对比;压射速度、铸造压力、升压时间自动补正功能;
●超低速压射,速度0.02~1.5m/s内可调;
●双油缸推举料筒结构提高料筒充满度,减少模具内的空气比例,提高产品质量;
●模具存储500条,曲线存储5000条;
●机器全封闭防护结构保证作业安全,前门直线滑轨设计使拉门更轻,摆动式后门防护,方便作业者进去机铰区域维修保养;
●框架式油箱结构用料十足,刚性好,保证长期使用不变形;
●油缸内置位移传感器使机床精度更高,维护方便;

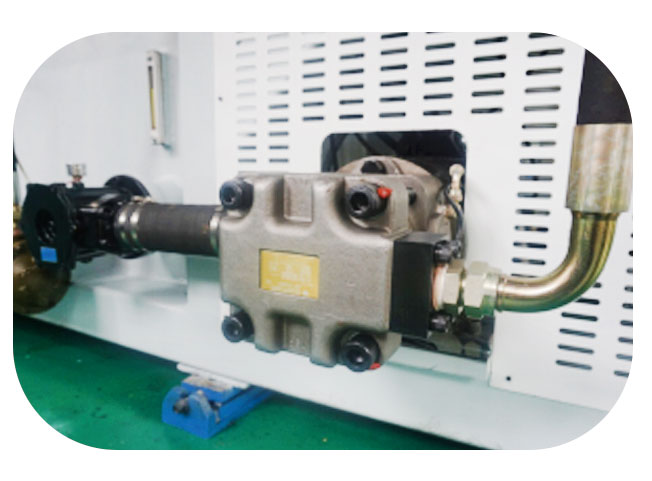
●液压系统精心打造,油路设计集中化,减少多余的管道,保证更快的反应速度和更方便的定位控制;
●我们为客户精心挑选了更匹配其功能的操作控制系统和进口液压电器元件,硬件与软件的高度结合为液压系统提供了一个完美的平衡;
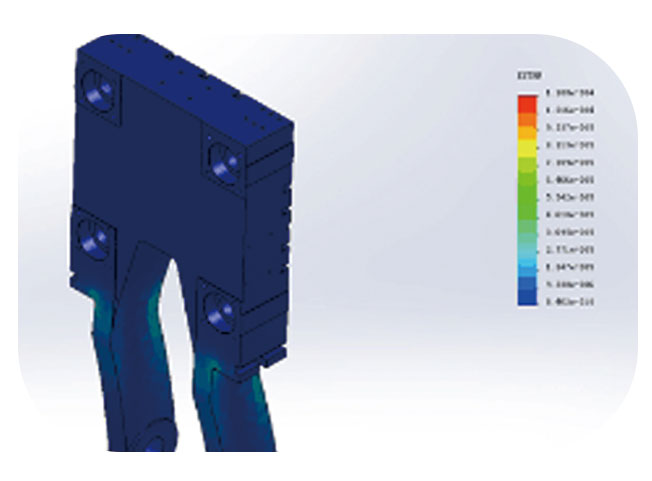
●每一个受力零件都经过有限元分析校核,动、定模板,应力分布合理,精心的曲臂结构优化配合进口加工中心精密加工,组成了精密的锁模系统;

●我们采用双油路系统,增压、压射储能器各自独立,互不干扰,压射平稳,增压稳定,建压快,铸造压力数字化调节,自动补偿,停机自动泄压,更智能化的设计使操作者使用方便,操作安全;
●采用油冷伺服节能系统,节电率达35%~75%,消除高压节流,空载无需电机运转;
●伺服系统加快循环速度,提高产品效率降低油温,改善液压件密封效果,使机床更节能、平稳、精准;
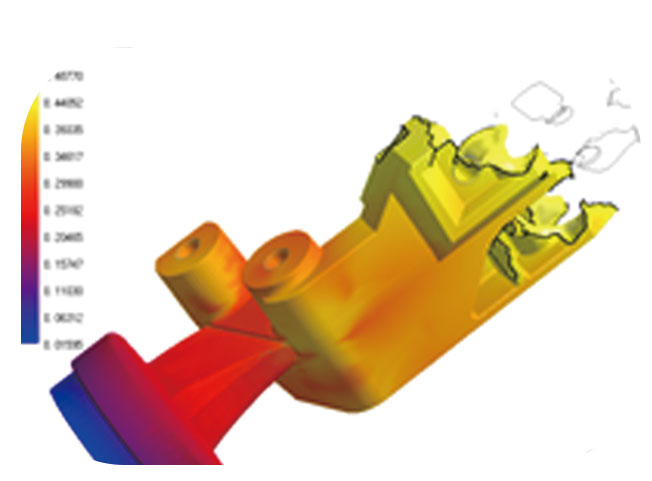
●为客户提供模流分析,及模具设计整体优化方案,有效的避免在成型过程中产生的缺陷,大大节省产品开发周期;
●自助研发GF真空阀,配合真空机,针对形状复杂的挤压铸造件配备真空辅助系统;
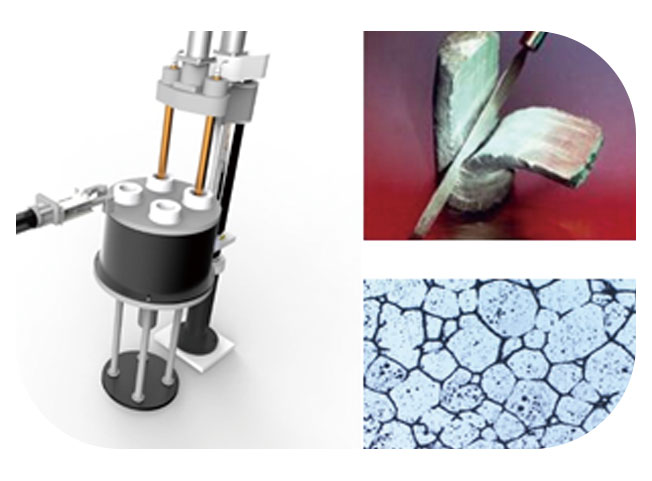
●半固态制浆工艺开发
© Copyright @2020 苏州慧驰轻合金精密成型科技有限公司 All Rights Reserved 苏ICP备16029678号
生产基地:江苏省常熟市高新区金门路2号2幢西
电话:+86-512-52057588|邮箱:y.yao@hcat.com.cn
