
新型活塞挤压铸造机(201410112204.4)
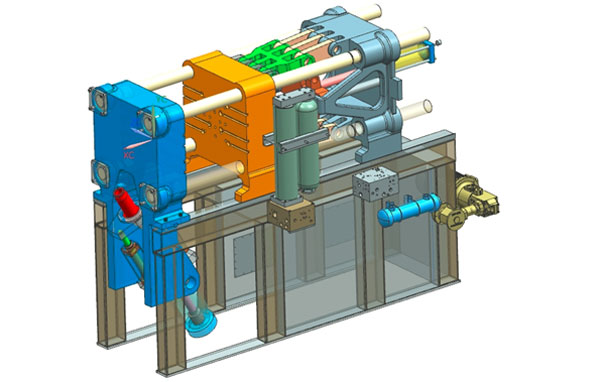
一种新型挤压铸造机压射系统(201410115752.2)
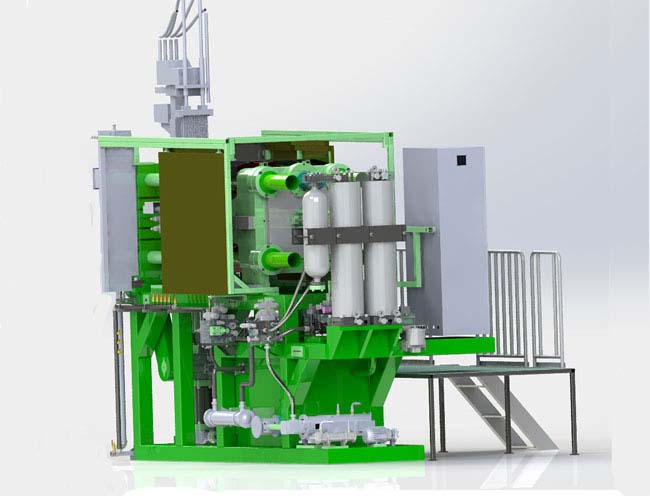
1.曲轴合模、立式倾斜压射、生产效率高
2.工艺参数可实时控制调节,设备操控性好
3.采用伺服控制系统,节能环保
4.整体框架式设计,设备稳定好
5.模块化集成,维护保养更便捷
| UBE(日本字部) | NC慧驰轻合金 |
| 使用普通变频控制,设备能耗大 | 采用伺服变频控制,节能30-70%。 |
| 价格昂贵(600万1/台) | 价格中等(200万1/台),适合国内市场 |
| 操作复杂,维修保养费用高 | 操作方便,维修保养腿氐 |
| 琉助模块 | 模具可使用GF真空阀,带实时水冷控制模块,实现 高难度铸件生产,铸件品质更稳定 |

| 应用领域 | 零件类型(铸件组织致密' 硬度、受力及耐压要求高) |
| 汽车 | 活塞、轮毂、转向苷、控制臂、制动卡钳、油泵壳体 发动机支架' 动力转向泵、变速箱壳体,轴承盖' 阀体等 |
| 通讯 | 基站抱合支架、射频器外壳、底座等 |
| 航空,军工 | 飞机跑道灯盖、机油阀体、座椅支架' 酿轮、发动机活塞等 |
| 工程棚 | 减速箱壳体,底座支架,油泵,阀体等 |

挤压铸造是指对型腔内的金属液(或半固态浆料)施加很高的压力进行挤压,使得破坏晶枝的生长,在压力下补缩,从而得到品质很好的铸件的压铸成型方法。由上海交大常熟汽车轻量化技术研究院自主研发的挤压铸造设备:
3倍:合模速度和机械寿命是同类型的3倍
10倍:易损件寿命提升10倍,减少成本
30-70%:采用伺服变频控制,节能30-70%
1.挤压铸造的产品没有气孔,基本没有缩孔疏松;
2.挤压铸造的铸件内部比较致密,可以达到气密性要求;
3.可以做T6等固溶处理进行强化,抗拉强度,伸长率都有提高;
4.可以进行焊接;
5.表面耐腐蚀性能优于压铸件。
(1)采用自主创新的多油缸锁模系统,确保锁模速度快,锁模力均衡平稳,机械磨损小,寿命长,是同类机械寿命的3倍以上,合模速度为同类型设备的3倍,生产节奏更快,效率更高;
(2)采用独特的压射结构,压射油缸与增压油缸控制阀高度集成,采用的是垂直式压射结构料筒等机器易损件寿命相比卧室水平压射机型来说可提高10倍以上,大大减少客户的生产成本;
(3)采用倾斜式翻转给料,实现高填充率、低压射速度及大压力增压,金属液在料室不易产生稳流从而可以避免二次卷气,填充过程平稳,材料致密度高;
(4) 设备配备自主开发的GF阀真空辅系统和水冷系统,扩展了设备的使用范围,解决了挤压铸造结构复件中存在的缩松、缩孔问题,提高了产品的质量。

© Copyright @2020 苏州慧驰轻合金精密成型科技有限公司 All Rights Reserved 苏ICP备16029678号
生产基地:江苏省常熟市高新区金门路2号2幢西
电话:+86-512-52057588|邮箱:y.yao@hcat.com.cn
