苏州慧驰铝合金轮毂强力旋压机调试完毕
发布日期 : 2016-06-22 作者 : 慧驰轻合金 来源 : hcat.com.cn
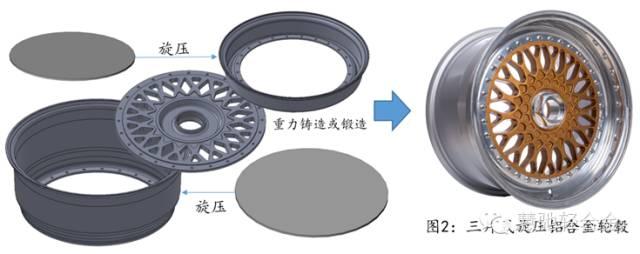
2015年9月21日,上海交通大学联合研发的铝合金轮毂双轮强力旋压机安装调试完毕。旋压成形工艺是一种使毛坯连续局部塑性累积成形为空心回转件的先进的成形工艺方法。强力旋压是在普通旋压基础上发展起来的一种近无余量加工方法,利用旋压辊子加高压于坯料,旋转坯料借助外力沿成形模具进行局部逐渐辗压产生塑性变形而变薄,从而得到高精度薄壁回转体零件。

旋压工艺主要有以下优点:
加工接触面小,单位压力高,适用于加工高强度难变形的材料;
制品范围广,可以制作大直径薄壁管材、特殊管材、以及球形、半球形、曲母线形以及带有阶梯和变化壁厚的几乎所有回转体制件,如火箭、导弹和卫星的鼻锥与壳体等;
材料利用率高,生产成本低。旋压加工相比于机加工,可节约材料20%-50%,最高可达60-90%,使成本降低30%-70%;
制品表面粗糙度低,尺寸公差小;
可以制作整体无缝的回转体空心件,根本消除了与焊缝有关的不连续性、强度降低、脆裂和拉应力集中等弊病;
相比于板材冲压,大大简化工序所使用的装备,一些需要6-7次冲压的制件,旋压一次即可制造出来。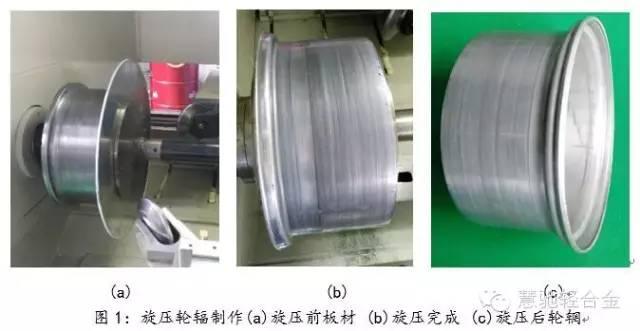
由旋压工艺制成的三片式铝合金旋压轮毂包括轮辋前片,轮辋后片及轮辐中片,轮辋前片的连接圈及轮辋后片的连接圈分别与“凸”形轮辐中片的第一装配面及第二装配面过盈配合连接,并通过紧固螺栓固定。“凸形”过盈配合的三片复合式结构,显著地提高了轮毂的稳固性和气密性;轮辋前片及轮辋后片分别采用圆形板料旋压制成。旋压成形的轮辋前片及轮辋后片,显著地提高了轮毂的机械性能,减轻重量,且大大地降低制作成本;其制造方法工序简单,操作难度低,产品质量稳定。汽车旋压轮毂具有外型美观、重量轻、省油、坚固耐用、配合宽台面抓地力大、刹车距离短等优点,因此在欧美等国有很大的市场前景。